Prima di passare all’assemblaggio dei componenti dell’asse Z si deve pre-assemblare l’asse X con le seguenti parti plastiche:
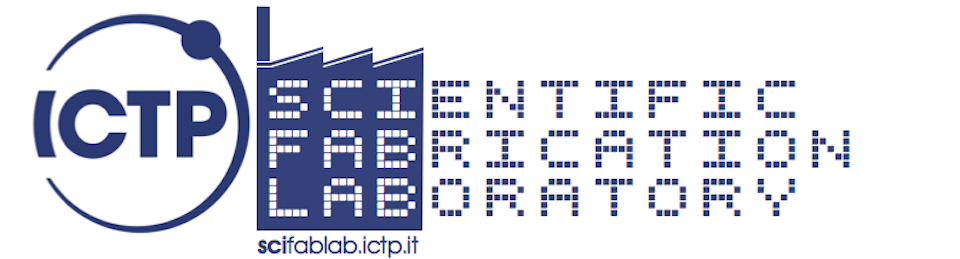
X-End motor
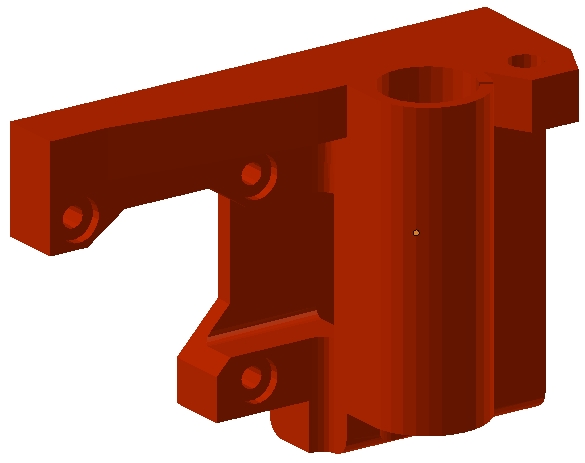
X-End idler
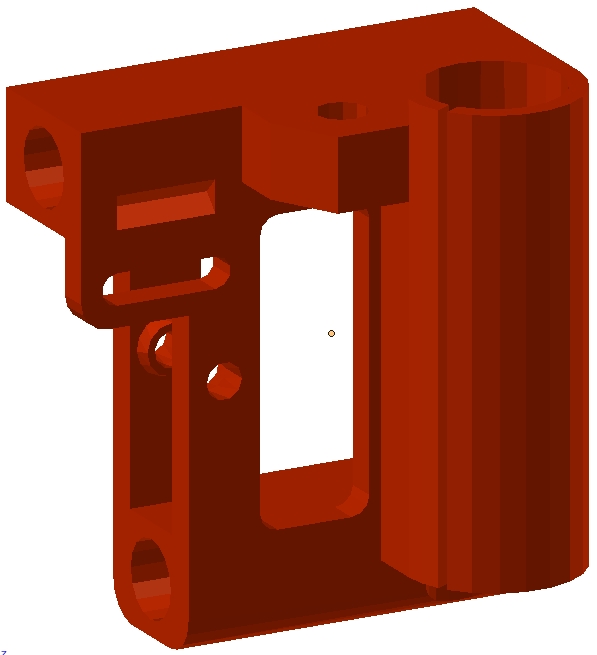
X-carriage
 Stampati in ABS presso il fablab.
Stampati in ABS presso il fablab.
I files STL sono scaricabili qui: parti plastiche asse X
Questi sono i file aggiornati con delle migliorie (per i più esperti): parti-plastiche-asse-X_V1
In particolare i due X End e Motor idler sono pesantemente modificati con dispositivo antiwobble.
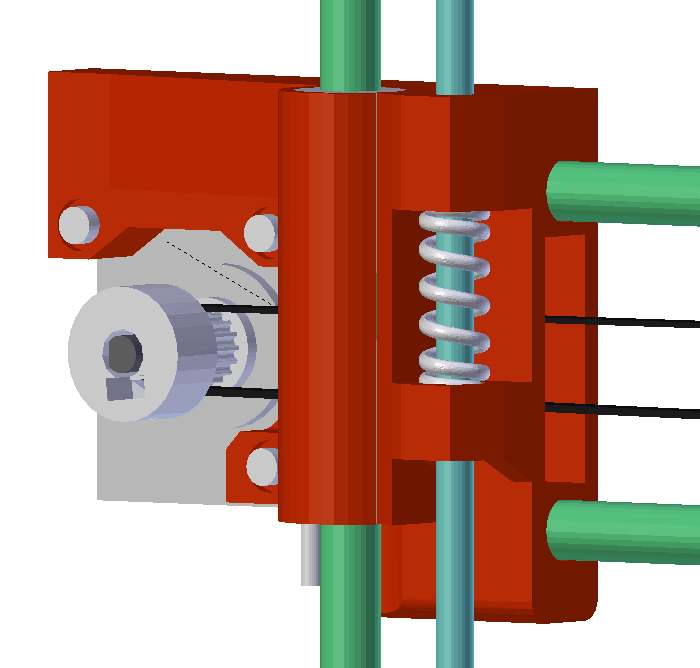
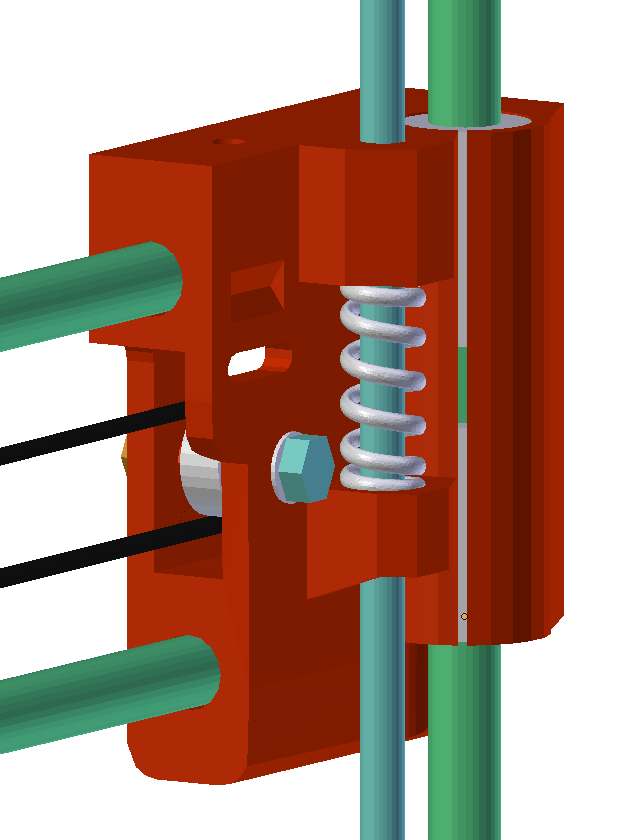
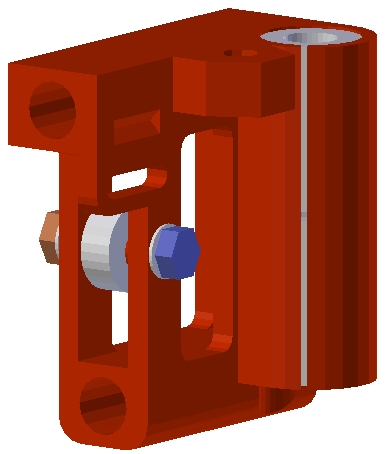
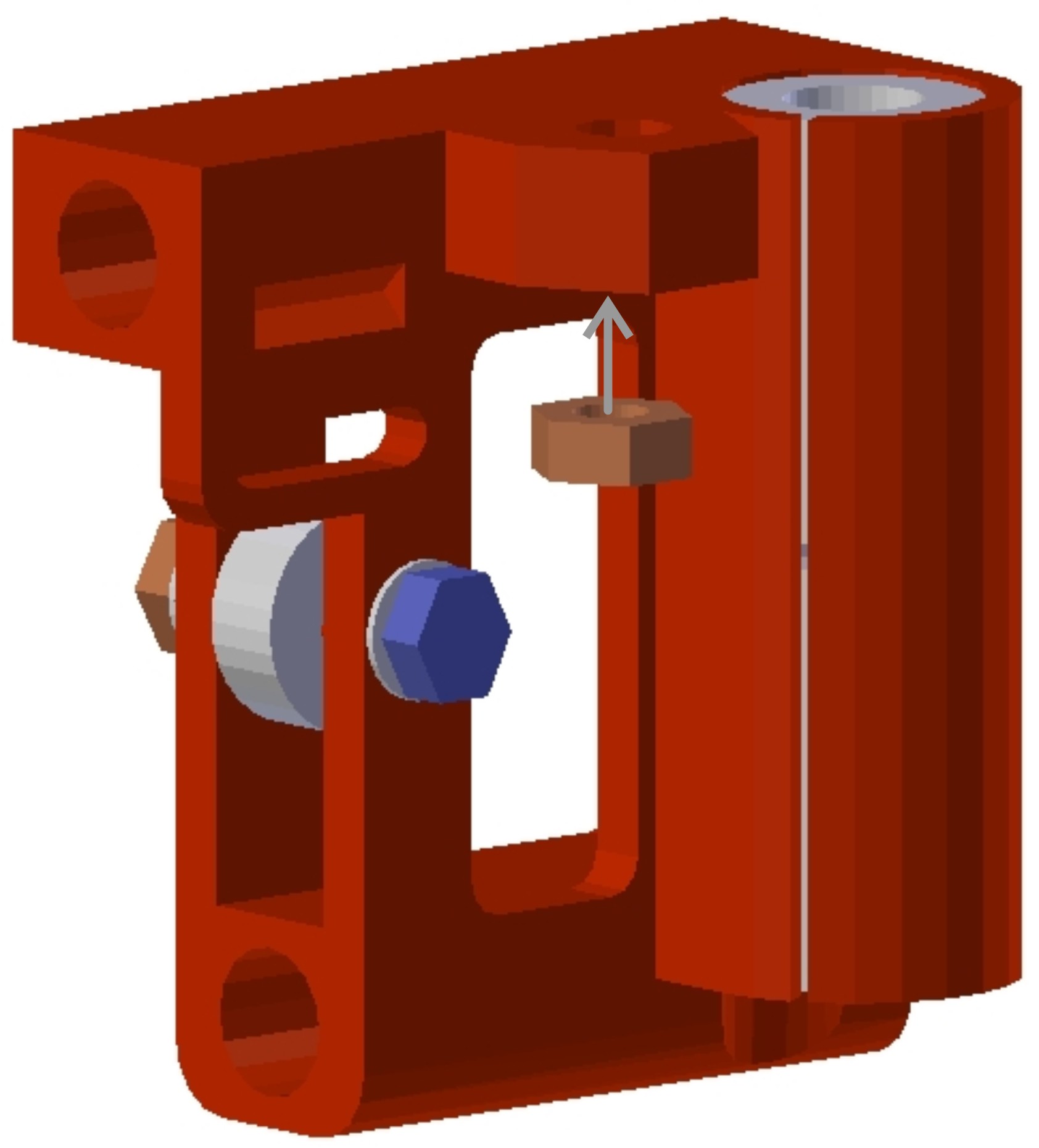
Il dispositivo consiste di una molla abbastanza robusta che eserciti una pressione sui 2 dadi (invece di uno) in modo da ridurre al minimo il gioco in Z sulla barra filettata.
Prima di tutto vanno inseriti i dadi (se necessario a caldo) e poi va infrapposta la molla.
Successivamente si avvita la barra filettata. Usare del grasso lubrificante sulla barra filettata ed eventualmente aggiustare la posizione dei dadi se la barra dovesse opporre troppo sforzo.
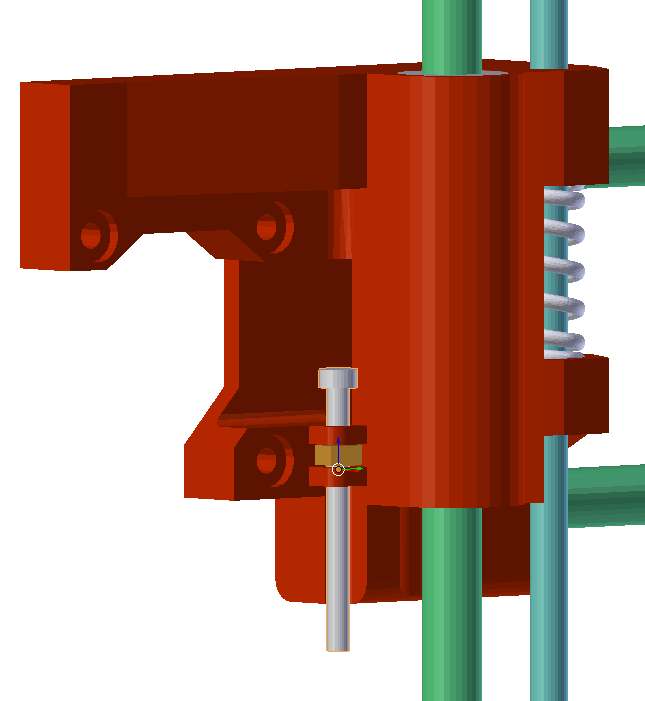
L’X-END-MOTOR-V3 possiede ora anche un supporto per una vite M3 di regolazione del finecorsa e relativo dado da inserire nella cava (con molta attenzione).
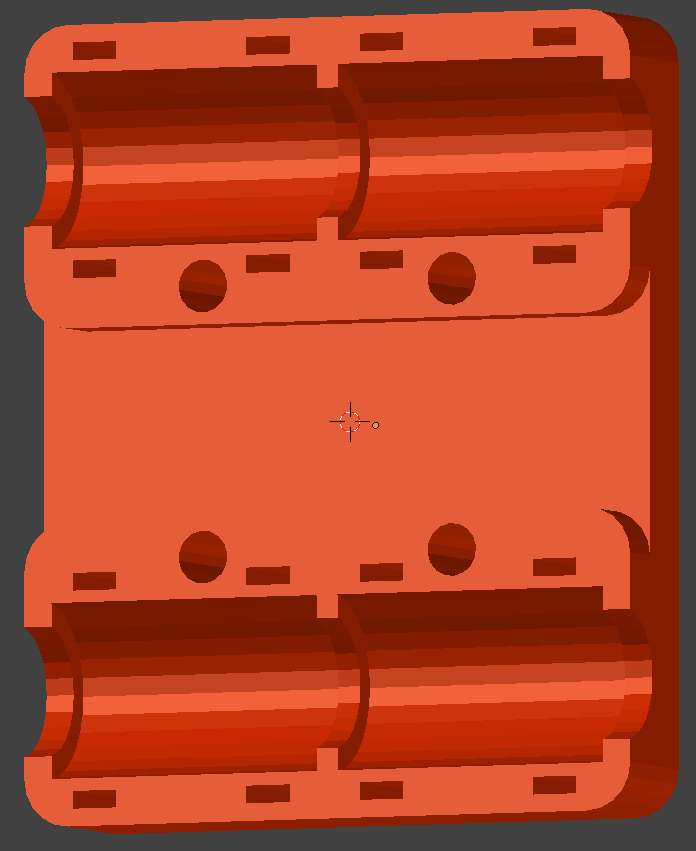
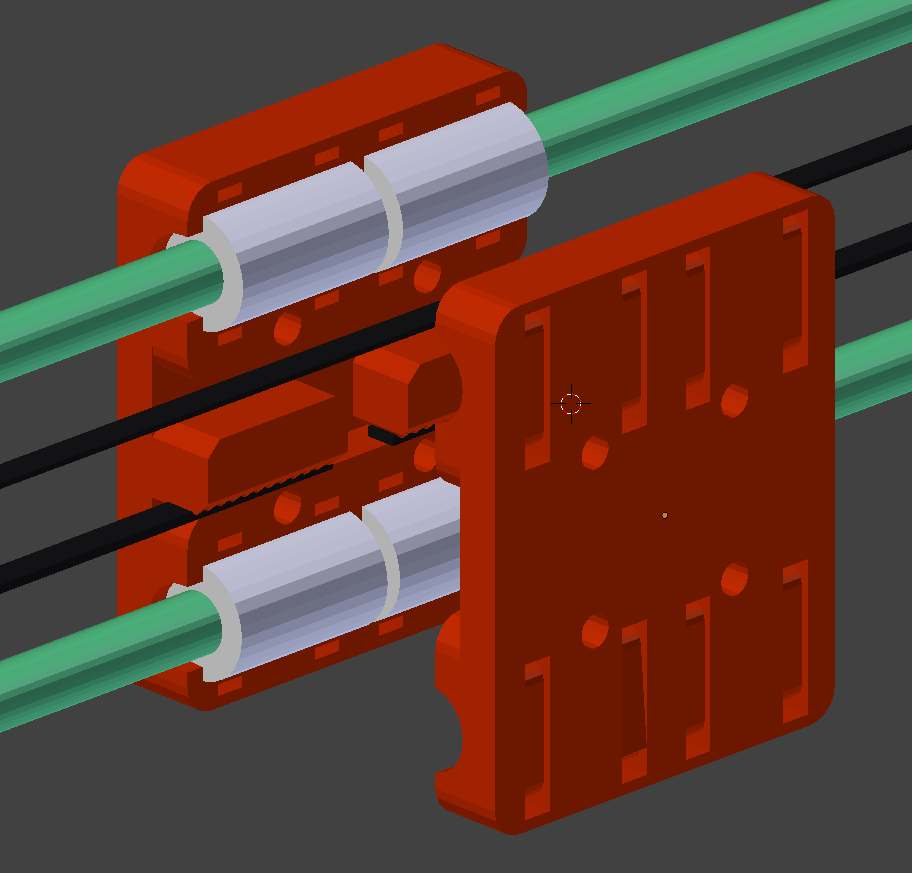
 L’X carriage viene sostituito dal nuovo X_CARRIAGE_FRONT quasi del tutto identico al precedente salvo una leggera modifica alla distanza delle fessure con l’impronta della cinghia GT2 che ora bloccano bene la cinghia GT2 incastrandola perfettamente nell’impronta evitando l’utilizzo delle fascette di fissaggio esterne.
L’X carriage viene sostituito dal nuovo X_CARRIAGE_FRONT quasi del tutto identico al precedente salvo una leggera modifica alla distanza delle fessure con l’impronta della cinghia GT2 che ora bloccano bene la cinghia GT2 incastrandola perfettamente nell’impronta evitando l’utilizzo delle fascette di fissaggio esterne.
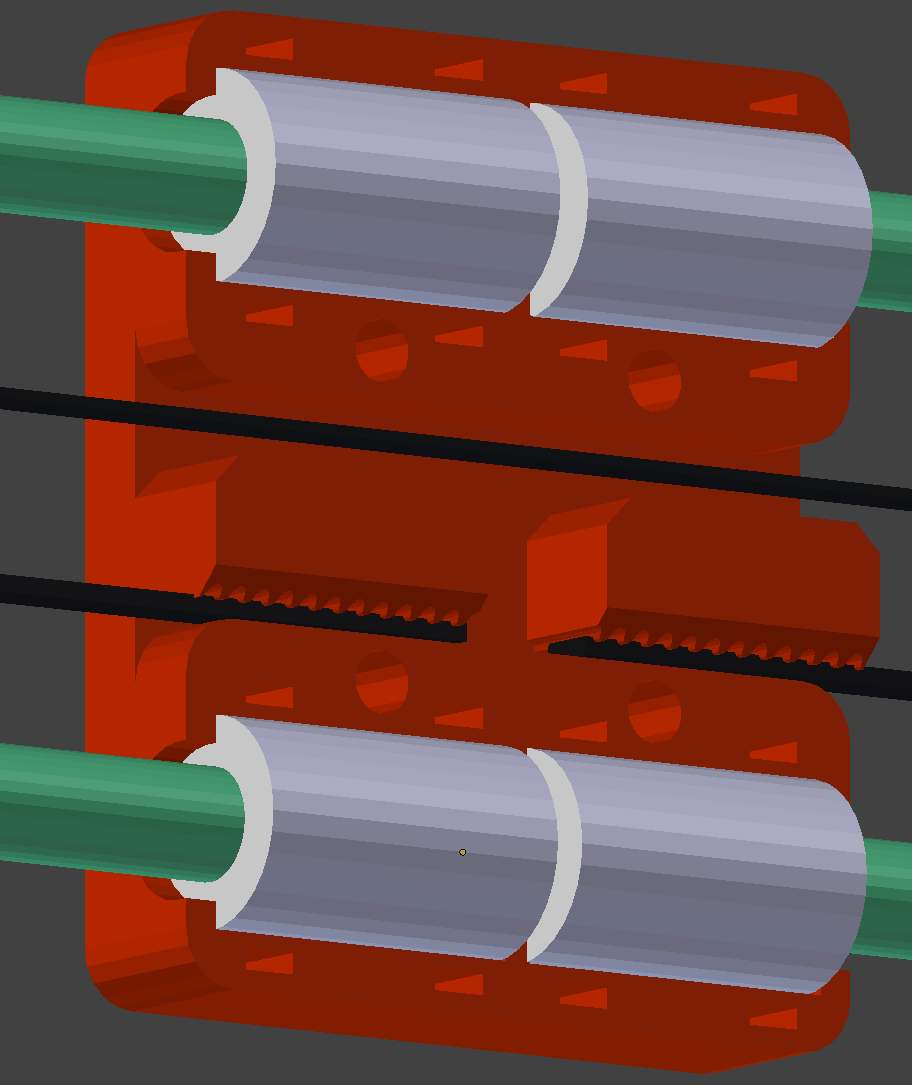 Ho inoltre aggiunto l’ X_CARRIAGE_REAR che chiude posteriormente la scatola cuscinetti
Ho inoltre aggiunto l’ X_CARRIAGE_REAR che chiude posteriormente la scatola cuscinetti
e le seguenti parti meccaniche:
8 LM8UU Pillows
2 barre lisce (guide di precisione) diametro 8mm Lunghezza 370mm
GT2 Belt (rientra nei 2 metri comperati nel post precedente)
1 cuscinetto a sfere tipo 624
1 vite M4x20 più relativo dado M4
1 vite M3x40 più realtivo dado M3 (da usare per la regolazione dell’endstop Z
sull’X-END-MOTOR-V3)
Rondelle con foro da 4mm.
2 dadi M5 (4 dadi M5 in caso si usino gli stl V1)
Fascette.
Inserire con cautela 2 cuscinetti lineari nell’ X-End idler
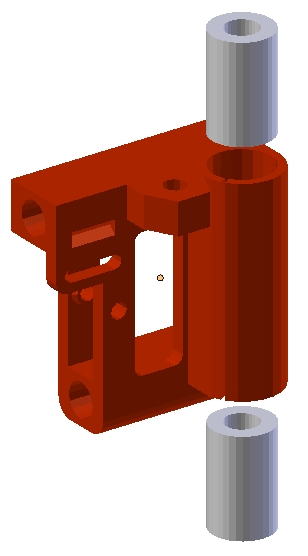
e 2 cuscinetti nell’ X-End motor
 Inserire il cuscinetto 624 nell’ X-End idler e infilare la vite M4x20 con relative rondelle per fissarlo nel suo alloggiamento. La vite deve essere stretta al punto giusto evitanto di rompere la plastica dell’Idler e permettendo nel contempo la rotazione del cuscinetto.
Inserire il cuscinetto 624 nell’ X-End idler e infilare la vite M4x20 con relative rondelle per fissarlo nel suo alloggiamento. La vite deve essere stretta al punto giusto evitanto di rompere la plastica dell’Idler e permettendo nel contempo la rotazione del cuscinetto.
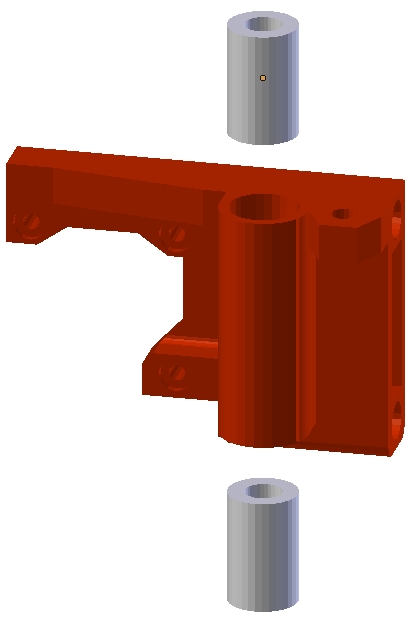
 Alloggiare nell’apposita sede il dado M5 che servirà per gli spostamenti dell’asse Z.
Alloggiare nell’apposita sede il dado M5 che servirà per gli spostamenti dell’asse Z.
Eventualmente preriscaldarlo con la punta di un saldatore per inserirlo più facilmente.
 Alloggiare nell’apposita sede il dado M5 anche nell’ X-End motor.
Alloggiare nell’apposita sede il dado M5 anche nell’ X-End motor.
 Appoggiare il tutto su un tavolo ed inserire le 2 barre lisce da 370mm (quelle dell’asse X) nei due fori laterali dell’ X-End motor o dell’ X-End idler ed inserire due cuscinetti LM8UU in ciascuna barra.
Appoggiare il tutto su un tavolo ed inserire le 2 barre lisce da 370mm (quelle dell’asse X) nei due fori laterali dell’ X-End motor o dell’ X-End idler ed inserire due cuscinetti LM8UU in ciascuna barra.
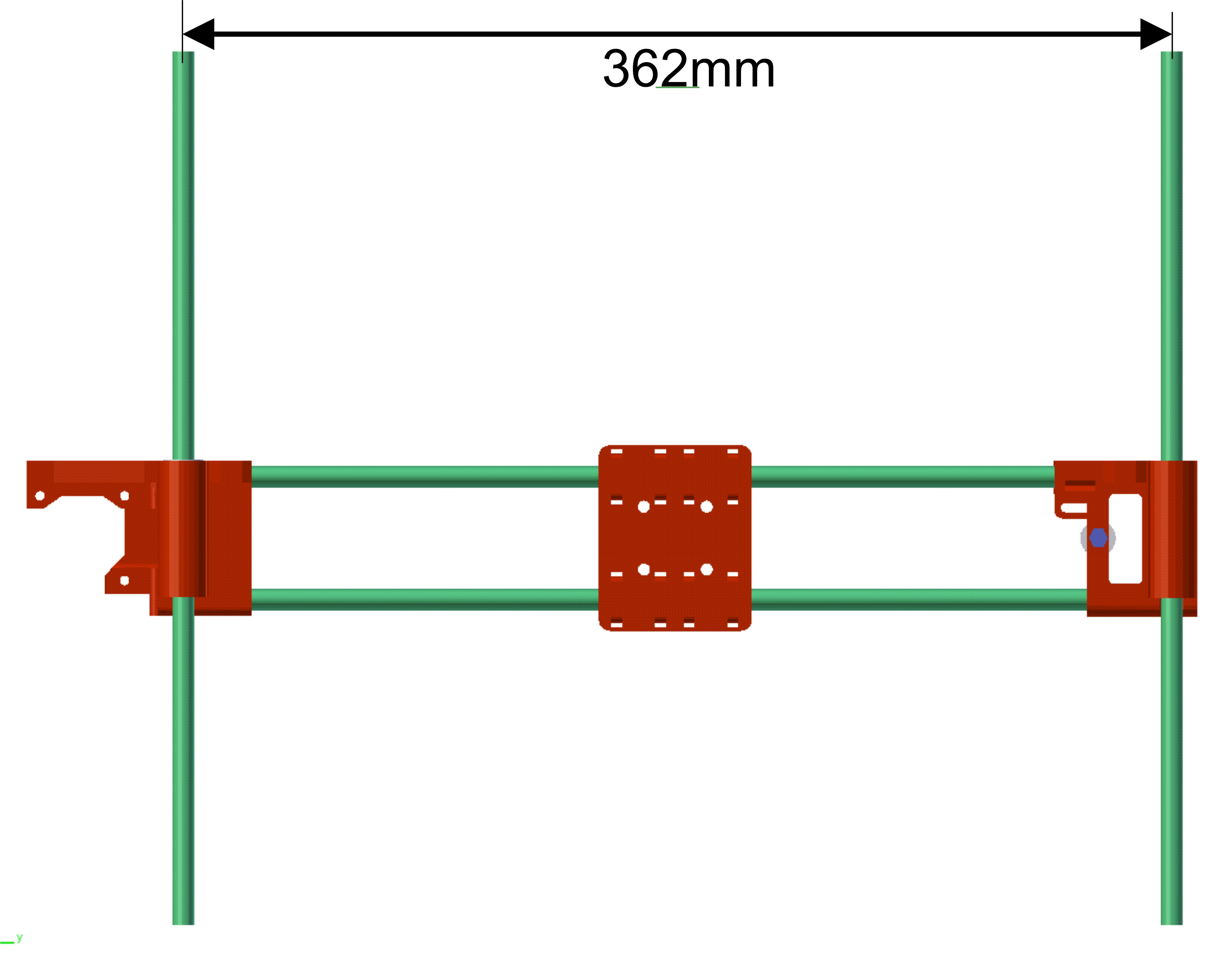
Inserire l’altra estremità delle barre nei fori dell’altro supporto X-End motor o X-End idler verificando che la distanza tra gli assi dei cuscinetti LM8UU destinati alle barre lisce dell’asse Z sia di 362mm.
Nel post successivo Assemblaggio Asse Z andremo ad assemblare tutto questo sul frame della stampante.
Post successivo: Assemblaggio Asse Z