Mercoledì 16 marzo si è svolta una lezione/conferenza (a cura dell’ICTP SciFabLab e su invito del prof. Simone Paternich) presso l’ISIA (Istituto Superiore Industrie Artistiche) di Firenze, un istituto statale di livello universitario che offre corsi triennali e specialistici in design del prodotto e della comunicazione. La lezione si è incentrata sulle tecnologie di stampa 3D e sulle loro applicazioni più interessanti per il design di oggetti. Iniziando con l’introduzione a tecnologie e macchine, con particolare attenzione a quelle di basso costo e open, si è brevemente accennato alla loro evoluzione storica per passare poi ad una breve guida pratica al loro utilizzo, scoprendo quali sono gli errori più comuni di modellazione o i problemi in fase di stampa che possono generare difetti nell’oggetto finito.
Questa parte introduttiva ha incluso anche una breve introduzione a come si può realizzare un oggetto 3D utilizzando OpenSCAD, un linguaggio di modellazione per chi si sente programmatore.
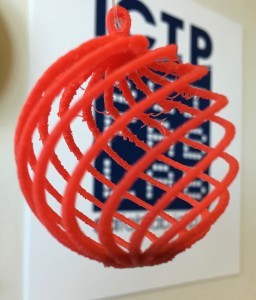
Infine nella seconda ed ultima parte sono stati analizzati alcuni oggetti progettati tenendo in debita considerazione i limiti ma soprattutto le peculiarità del processo di stampa 3D FDM, che permettono ad esempio di realizzare complesse parti meccaniche in movimento composte da diversi elementi, il tutto con una sola operazione di stampa, e soprattutto senza necessità di assemblaggio successivo (alcuni esempi utilizzati –tratti dall’immenso archivio di Thingiverse–sono stati: “Platform Jack“, “Wrench, Adjustable, Stubby“, “The Armadillo – A Case of Two Halves“, “Preassembled Spherical Geneva Drive“, “Gear Bearing” e “Blossoming Lamp“). Un altro esempio di oggetto “impossibile” che è realizzabile esclusivamente con il 3D printing è quello del giroide, una superficie geometrica che assomiglia ad una spugna e che presenta caratteristiche di grande interesse che la rendono -ad esempio- uno scambiatore termico ideale.
Slides della lezione: file PDF di 35MB (scaricabile, licenza CC by-sa)
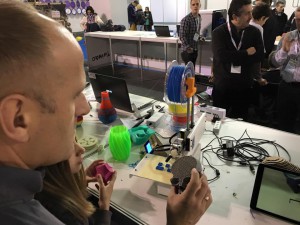
Piccola galleria fotografia dell’evento.













 ottiche o creare disegni con vari materiali, ma una tecnologia che ha destato molto interesse è stata quella della stampa 3D, che ti permette di realizzare gli oggetti più disparati.
ottiche o creare disegni con vari materiali, ma una tecnologia che ha destato molto interesse è stata quella della stampa 3D, che ti permette di realizzare gli oggetti più disparati.