Siamo spiacenti di informare visitatori ed utenti che lo SciFabLab resterà eccezionalmente chiuso martedì 13 agosto 2024 per la partecipazione dello staff alla trasmissione Trieste in diretta su Telequattro. Il FabLab sarà invece aperto il giorno di Ferragosto, giovedì 15 agosto 2024, con orario esteso dalle 14:00 alle 19:00.
We are sorry to inform users and visitors that the FabLab will not be open to the public on Tuesday, 13 August 2024. Instead, the FabLab will be open on Thursday 15 August, with extended opening hours 14:00 – 19:00.
Per partecipazione alla 17a Olimpiade delle Clanfe, in qualità di assistenza tecnica alla giuria, il fablab resterà chiuso nella giornata di Sabato 27 Luglio 2024, ci spiace per il disagio ma invitiamo tutti a venire a fare un rinfrescante tuffo in mare!
We will be assisting the jury of the 17th “Clanfe” Olympics and therefore the fablab will remain CLOSED on Saturday 27th of June, 2024. We are sorry for the inconvenience, but we suggest to use the opportunity to go diving into the fresh sea water with us :D
We are sorry to inform that the fablab will be CLOSED to the public one more time, on Tuesday, May 14th. Please accept our apologies for this inconvenient. We confirm that we will be regularly OPEN on Thursday 16th and Saturday 18th, with the usual timetable and rules.
Ci spiace di informare visitatori ed utenti che il fablab non potrà aprire al pubblico ancora nella giornata di Martedi 14 Maggio, vi preghiamo di accettare le nostre scuse. Confermiamo invece la regolare apertura nelle giornate di Giovedì 16 e Sabato 18 Maggio, con i consueti orari e regolamento (ricordiamo l’obbligo di appuntamento via e-mail per gli utenti con un progetto registrato).
We are sorry to inform that the fablab will not open to the public also on Saturday, May 11th. Please accept our apologies for this inconvenient.
Ci spiace di informare visitatori ed utenti che il fablab non potrà aprire al pubblico anche nella giornata di Sabato 11 Maggio, vi preghiamo di accettare le nostre scuse.
We are sorry to inform that the fablab will not be regularly open to the public on Thursday, May 9th. Please accept our apologies for this inconvenient.
Ci spiace di informare visitatori ed utenti che il fablab non potrà aprire al pubblico nella giornata di Giovedì 9 Maggio, vi preghiamo di accettare le nostre scuse.
Camera a nebbia V2 montata su un distributore d’acqua fredda “di recupero”, con la sua nuova scheda di controllo sviluppata appositamente.
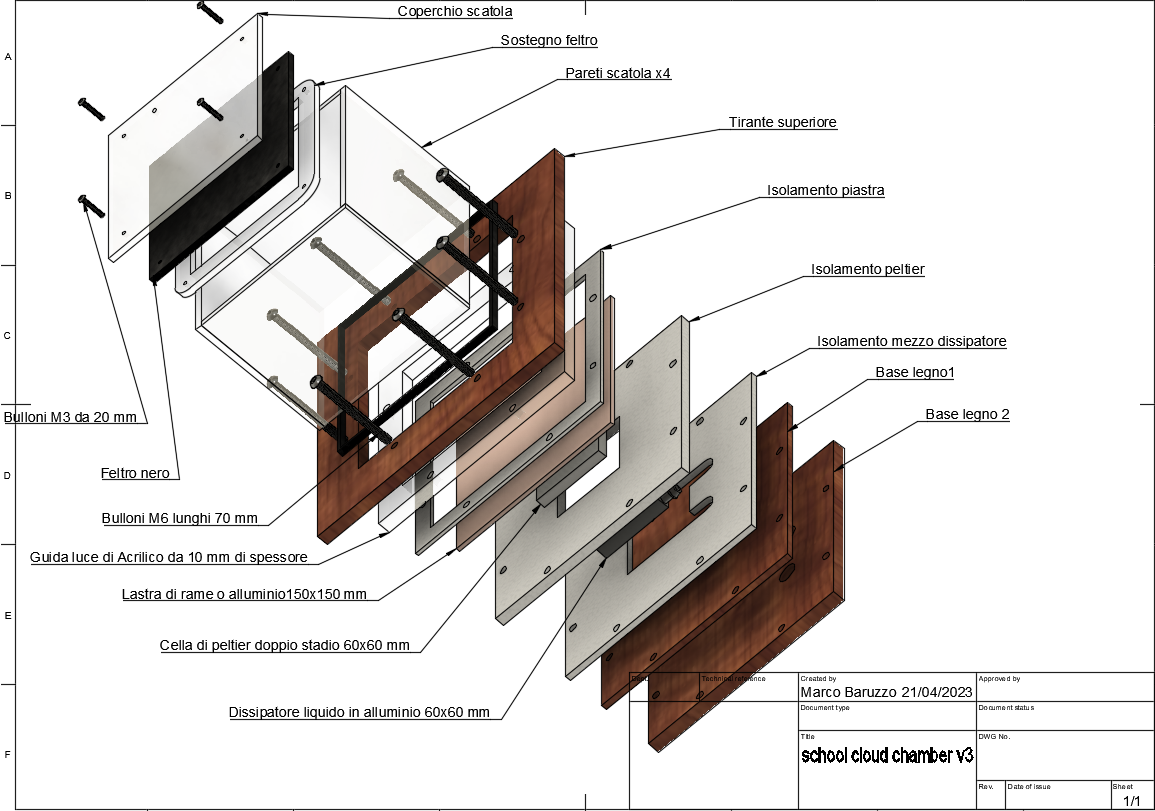
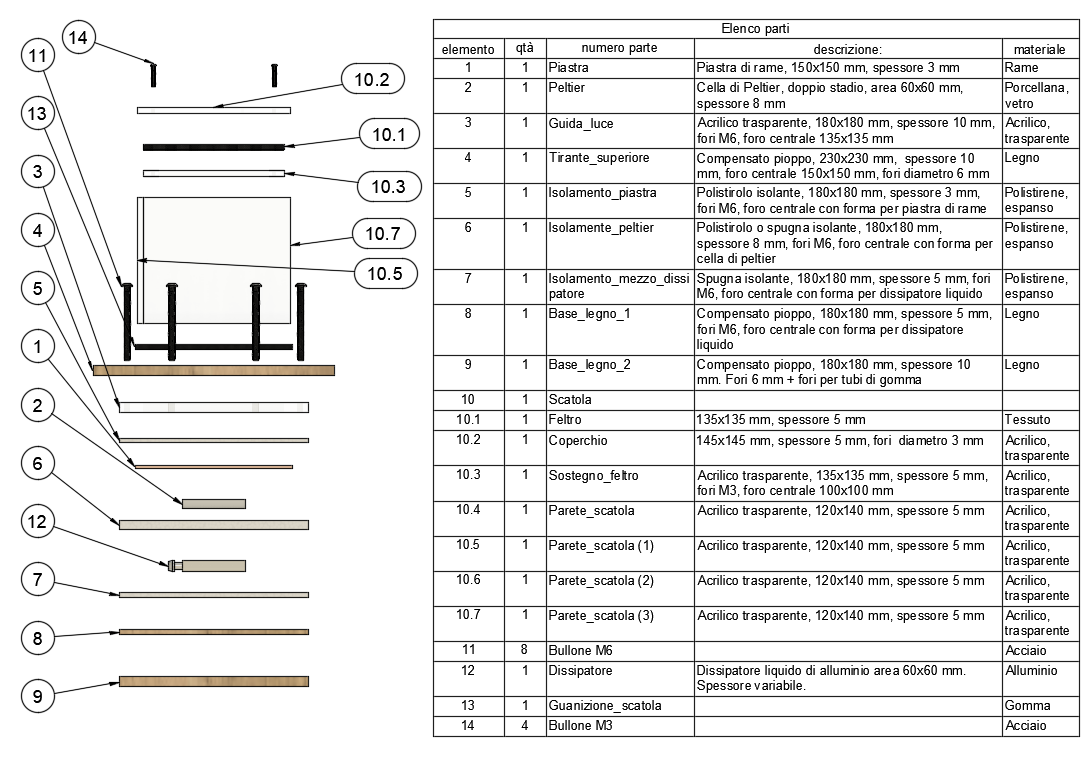
Durante alcune ricerche online siamo incappati in delle nuove celle termo-elettriche a doppio stadio (TEC2) più grandi. Invece della classica dimensione di 40×40 mm queste celle sono larghe ben 60×60 mm, capaci quindi di raffreddare più efficacemente un volume maggiore rispetto alle celle standard. Basandoci su questo abbiamo deciso di sviluppare una nuova e ancora più semplice camera a nebbia per le scuole.
Disegno esploso della camera a nebbia per le scuole V2
La nuova camera si basa su una singola TEC2 60×60 mm, capace di raffreddare una camera a nebbia con una base di 15×15 cm (e simile altezza) ad una temperatura di -30° C, usando l’acqua raffreddata a circa 0° C. Le istruzioni e i disegni per la costruzione possono essere scaricati dai link sottostanti:
Lista (formato Excel) del materiale da acquistare / reperire:
Lo SciFabLab sarà regolarmente APERTO per utenti registrati (ricordiamo, sempre su appuntamento) e per visite (con arrivo entro la prima ora di apertura) nei giorni di:
giovedì 25 Aprile (dalle 16:00 alle 19:00),
sabato 27 Aprile (dalle 14:00 alle 19:00),
martedì 30 Aprile e giovedì 2 Maggio (dalle 16:00 alle 19:00).
The SciFabLab will OPEN as usual for all registered users (please remember to always book in advance) and for visitors (that should arrive within the first hour of opening) during the following days:
Thursday 25th April (4pm to 7pm),
Saturday 27th April (2pm to 7pm),
Tuesday 30th April and Thursday 2nd May (4pm to 7pm).
Si avvisano tutti gli utenti e i visitatori del Fablab che resteremo chiusi nella giornata di Sabato 20 Aprile per permettere la partecipazione con uno stand all’angolo Makers della Fiera dell’Elettronica e del Radioamatore di Pordenone, che si terrà durante quel weekend.
Please note: users and visitors be informed that our Fablab will remain CLOSED on Saturday 20th, April 2024. We will have a booth at the Electronics and RadioHams Fair and Expo that will be held in Pordenone during that Weekend.
Sabato 23 Marzo 2024 / 16:00 – 19:30 / Saturday 23 March 2024
#ArduinoDay2024
The event will be in English, OPEN and FREE for all (registration is needed). Venue: ICTP SciFabLab
Open Day at the SciFabLab: 16:00 – 17:00
16:00OpenDay: a guided visit of the fablab, with demo of lasercutter and 3D printers, question and answers on fablabs and digital fabrication (no registration is needed)
Arduino 101 Talk and Workshop: 17:00-19:30
MAX 25 PARTICIPANTS, PLEASE REGISTER (for FREE! Minimum age is 16 years) IN ADVANCE BY EMAIL: scifablab@ictp.it
17:00TALK (45 minutes):“Arduino for Everybody” an introduction to the Arduino platform and its alternatives, with presentation of new boards, examples of projects using Arduino boards, Arduino IDE and programming options for the Arduino Uno board (by Marco Baruzzo and Carlo Fonda)
17:45WORKSHOP (75 minutes): a Practical Introduction to Arduino for absolute beginners, hands-on demo with Arduino Uno, sensors and LEDs (by Gaya Fior)
19:00 EXTRA TALK (15+ min): “Data logging with Googlesheet”, what to do when you are collecting data with sensors and a microcontroller on the field (by Erika Ronchin)





{kind=link}